Before getting started, it is necessary to know the purpose for which the knife will be made. Next, a general style or type must be decided after which the design undergoes refinement before actual construction begins. Such styles include blades with dropped points, narrow or full tangs, type of steel such as stainless, high alloy tool steel, and finally the material used in the handle. A template is then made which is used to transfer the basic shape to a bar of raw steel.
Next, the basic blade is cut from the bar
and ground roughly to the final shape on a
belt grinder. Holes for pins in the handle
are drilled as are relief holes primarily to
reduce weight and allow adhesive to form
a tight bond to the handle materials and
the tang. If a full tang model, the tang
is tapered following which the blade bevels are ground.
The blade is then marked with the makers name or initials and sent
to a professional heat treating service where it is hardened and
tempered to HRC 59 or 60.
Following heat treating, the knife blade is
re-ground and mirror polished or satin finished.
The guard is then fitted, pinned, and soldered
tightly in place. Next, the handle and related
fasteners are epoxied in place.
When the epoxy has set (usually in 24 hours), the guard and handle
are filed and sanded smooth to final shape, then buffed free of scratches and finally polished to a high lustre.
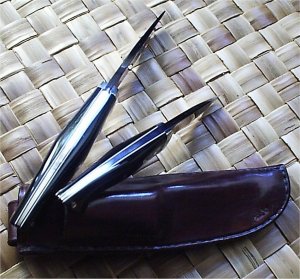
Next, the leather sheath is made. Each sheath is
made for a particular knife rather than one style
for many different knives. Each is wet formed,
hand stitched, dried, stained with a high grade
dye, and oiled to form a shield against moisture.
Finally, the knife is placed in the sheath which
is then rubbed with a piece of polished bone to
set the oil thereby closing the pores of the
leather.
After the leather sheath is finished, the knife is given a final polish, the edge is set and honed razor-sharp.